Sensor sizes range from Ľ” to the new 1-1/8” of the
22 or 29 Megapixel sensors
, the Pixel
(Picture Element
) is the
active site which is used to accumulate photons.
When even greater resolution is required for an application the
implementation of line scan sensors is employed. Phoenix Imaging
has implemented line scan sensor up to 16K is size producing extremely
high resolution images. The more pixels a sensor has the great the resolving power of the image
or put another way, the more pixels per image area the higher the
resolution. A
simple way to calculate the resolution of a
 sensor
is to divide the sensor size by the number of active pixels. The
illustration below show the relative size of the various sensors
available and their physical dimensions. It should be noted that
the sensor size is actually smaller than it's name implies, i.e. 1/2"
sensor is not 1/2" in any dimension.
sensor
is to divide the sensor size by the number of active pixels. The
illustration below show the relative size of the various sensors
available and their physical dimensions. It should be noted that
the sensor size is actually smaller than it's name implies, i.e. 1/2"
sensor is not 1/2" in any dimension. Sensors (CCD / CMOS) are
often
make reference to an imperial fraction
designation such as 1/1.8" or 2/3", this measurement actually originates
back in the 1950's and the time of Vidicon tubes. Those who find the
specification sheets for these sensors are then even more confused about
the relationship between the fraction and the actual diagonal size of
the sensor.
These sizes were typically
1/2", 2/3" etc. The size designation does not define the diagonal of the
sensor area but rather the outer diameter of the long glass envelope of
the tube. Engineers soon discovered that for various reasons the usable
area of this imaging plane was approximately two thirds of the
designated size.
The sensors are typically manufactured as CCD
(charged coupled device) or as CMOS (Complementary Metal Oxide
Semiconductor). The CCD has been around the
longer than the CMOS and offers a few advantages over the CMOS
technology, such as the
CCD
sensors are more sensitive than CMOS resulting
in better images, especially in low light
conditions.
 The CCD sensors are cleaner or
less grainy than CMOS sensors
because they less susceptible to noise
(electronic). The CMOS sensor are less expensive to manufacture
because they are based on the same technology used to manufacture most
electronic devices, i.e. computer chips. Since the CMOS technology
is similar to most electronic devices the manufactures can actually
integrate electronic circuitry on the CMOS sensor element to improve the
signal.
This integration of electronics in the sensor area (pixel
area) requires real estate that would have been used for gathering
photons, thus reducing the "active pixel size". Most consumer
cameras today use the CMOS technology and great improvements are being
implemented to produce images that are close to the quality of CCD sensors.
The CCD sensors are cleaner or
less grainy than CMOS sensors
because they less susceptible to noise
(electronic). The CMOS sensor are less expensive to manufacture
because they are based on the same technology used to manufacture most
electronic devices, i.e. computer chips. Since the CMOS technology
is similar to most electronic devices the manufactures can actually
integrate electronic circuitry on the CMOS sensor element to improve the
signal.
This integration of electronics in the sensor area (pixel
area) requires real estate that would have been used for gathering
photons, thus reducing the "active pixel size". Most consumer
cameras today use the CMOS technology and great improvements are being
implemented to produce images that are close to the quality of CCD sensors.
The old Vidicon tubes were circular in shape and
the image used by the tube was taken from the center of the tube.
Today most sensors do not have a square shape, rather they are
rectangular in shape. Early CCD and CMOS sensors had a 4:3 aspect
ratio where the horizontal axis was 4 units long and the vertical axis
was 3 units high. Today you can find sensors in a number of shapes
from square (1:1) to Widescreen (16.9). The longest dimension of
the image produced by the optical system (lens) must fit within the
image circle of the sensor. The image produced by the optical
system (lens) produces an image of the object at the focal plane of the
optical system.
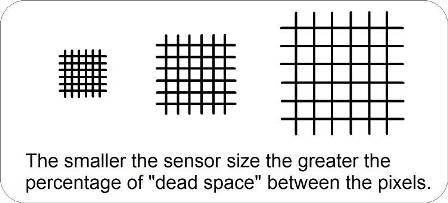
Assuming that you can get the object to fit on to
your sensor correctly we also have to consider the dead space on the
sensor. This is important if you do not want objects of interest
to literally "fall in the cracks" of the sensor. All sensors have
space that separate the pixels. This shape appears as lines on
sensor and produces a grid pattern of pixels. This space or line
width between the pixels is very similar for all sensor types and must
be considered when selecting a sensor size for your application.
Since this line width is about the same it only goes to show that
smaller sensors use a greater percentage of the sensor area with this
dead space than is found on larger sensors. If the defective
condition that we are attempting to isolate is small it has a greater
chance of "falling into the crack" of a small sensor than that of a
large sensor. This is often observed when a sensor or a component
under test is moved slightly and the defect "disappears". If the
component or sensor is moved again a small displacement the defect
"reappears" in the image area. This problem exist for both large
and small sensors but is more prevalent in the smaller sensors.
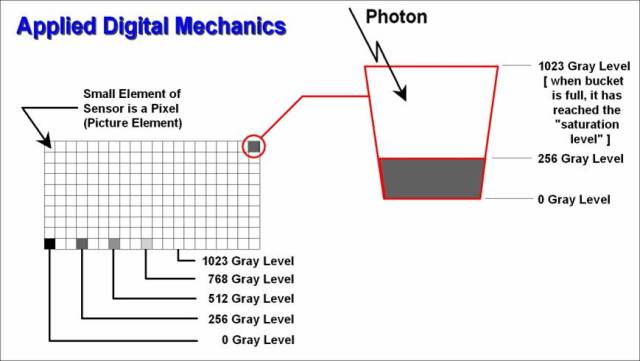
You can think of each pixel as photon collector or
a photon bucket. The more photons that a pixel collects the
greater the charge on the element and brighter the pixel appears in the
image. The sensor is designed with a maximum grayscale
sensitivity, typically sensors have a minimum grayscale resolution of 8
bits (0-255 gray levels). Better sensors often provide 10, 12 or
14 gray levels. A 10 bit system offers 0-1023 grays levels for
image depth. This means that the image of 10-bit system is 4 times
more steps than that of an 8 bit system. This is important because
the background noise of a 50 dB signal to noise ratio sensor is about 5
to 10 grays levels. That means every time that you acquire an
image using this sensor the gray level of an individual pixel can change
5 to 10 gray levels or approximately 2% of the total range of the
sensor. If you use a vision algorithm with a fixed threshold and
the gray level of defective condition is near your threshold it may be
isolated as a defect in one image acquisition and then as acceptable in
the next image acquisition. If you use a sensor with 10-bits of
grayscale resolution (depth) then the same 5 - 10 gray level variation
represents only about 0.5% of the full scale range. This
disadvantage of the using a sensor with greater grayscale resolution is
that the image is now requires 16 bits of data per pixel rather than the
8 bits. This leads to greater processing time for an equivalent
sensor area (horizontal x vertical pixels). However, it is often
more efficient use of image processing cycle to start with a better
quality image than to perform more operations to "clean up" a noisy
image. The illustration to the right shows the relative contrast
of the various level of grayscale, 0 gray level equals black and 1023
gray levels equals white (saturated pixel). It should be noted
that the typical human eye has the capability to differentiate
about 40 - 45 gray levels when show multiple gray level targets (targets
with a range appear to be the same gray level).
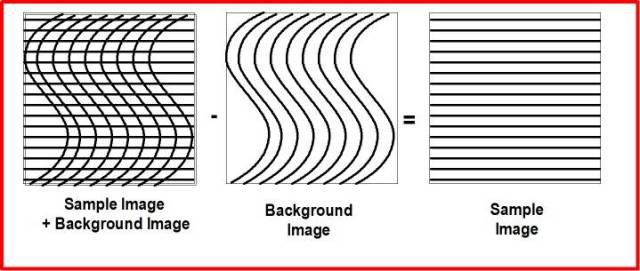 Another
important factor in a system ability to perform surface inspection is
"Background Normalization". This function can not be performed
with the aid of image processing, i.e. the human inspector does not have
the capacity to perform this operation without the use of a computer or
image processing system. The simplest form of this function is
represented by the subtraction of a background image from an image that
contains the same background information plus some additional
information. The resultant of this operation is only the
information that was not present in the background image. The
illustration to the left represents the three images, Sample Image +
Background Image, Background Image and the resultant Sample Image.
Granted the application is more complicated than this simple example but
the principle is the same except that the comparisons are performed on
pixel neighborhoods.
Another
important factor in a system ability to perform surface inspection is
"Background Normalization". This function can not be performed
with the aid of image processing, i.e. the human inspector does not have
the capacity to perform this operation without the use of a computer or
image processing system. The simplest form of this function is
represented by the subtraction of a background image from an image that
contains the same background information plus some additional
information. The resultant of this operation is only the
information that was not present in the background image. The
illustration to the left represents the three images, Sample Image +
Background Image, Background Image and the resultant Sample Image.
Granted the application is more complicated than this simple example but
the principle is the same except that the comparisons are performed on
pixel neighborhoods.
This is very simplified example of the function
will only work for basis images in which low contrast information is not
important. A more sophisticated approach is to create the
"Background Image" form the actual sample image using appropriate image
processing functions. This is part of the unique image processing
functionality of the Phoenix Imaging AVSIS™ surface inspection
algorithms. We compare each pixel in the sample image to the surrounding
pixels so that defective regions are isolated based on relative contrast
to the surrounding areas. This allows the system to isolate
defective regions even if the lighting conditions change across the
component under inspection.
The isolation of small imperfections that have
very low contrast must be performed using high bit depth sensors.
Sometimes the imperfections are only 20 or 30 gray levels above the
background on a 4096 deep grayscale image. If one is using an 8
bit sensor or image processing system the defect may not even be
visible. More bit depth results in larger images because the image
is represented by a 16 bit word. 16 bit processing usually
requires more time than the smaller 8 bit deep images therefore the
amount memory and processor speed become critical.