
The MIB-50™ is designed as a Table-Top unit for use in Laboratory environment. The system is compact and offers dual sided lighting with the light path entering the inspection volume from the left and right sides. A folded light path permits a long light path in a small footprint enclosure. The long light path provides a uniform lighting environment for more consistent inspection results. The standard enclosure of the MIB-50™ is a durable white powder coat. An optional stainless steel enclosure is also available for cGMP environments.
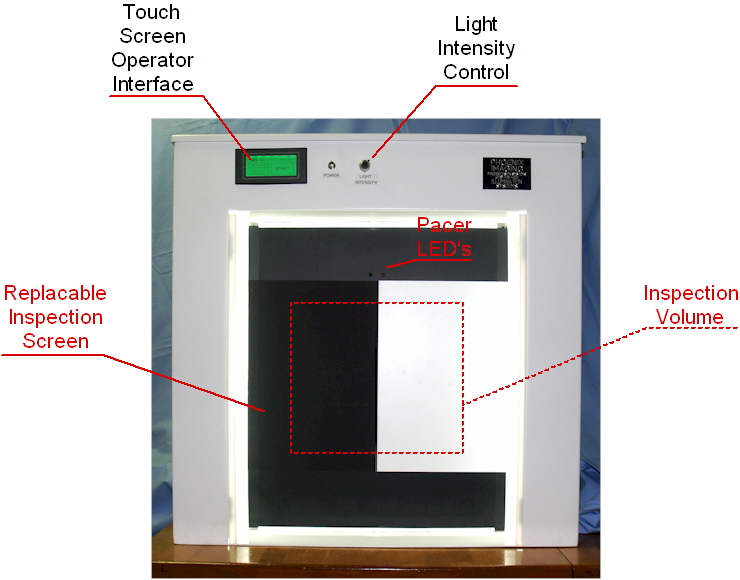
The Manual Inspection Booth (MIB-50™) in Standard Configuration is shown in Figure 1 below. The MIB-50™ is designed to provide a uniform illumination work envelope and consistent inspection environment in a volume small enough to place on a table of laboratory counter top. The framework of the MIB-100 is ergonomically designed and implements a recently patented balanced lighting system that generates a 8 Liter inspection volume in which light intensity is held within 10%, thus eliminating a major component for inspection data variability. This large accurate inspection volume allows the inspector to easily position samples in the chamber.
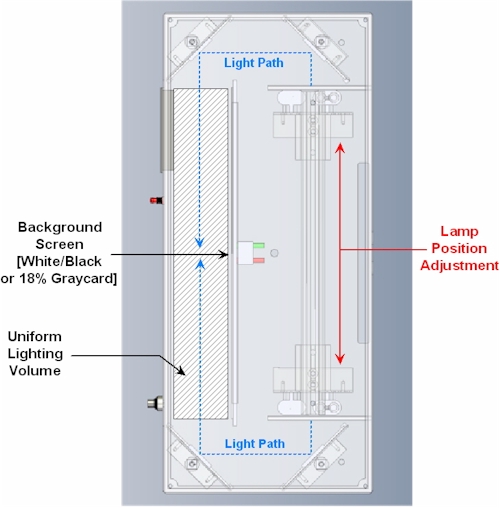
The MIB-50 implements a Patented parallel lighting system similar to the MIB-100™ except that the lamps are oriented vertically rather than horizontally. The uniform lighting volume is produced by high output Biax lamps that use a folded optical path to increase the distance between lamps. The lamps are actually mounted behind the Replaceable Inspection Screen (Black / White Background). The enclosure is constructed of 14 gauge steel with a Gloss White interior and exterior finish. The Enclosure dimensions are 32.0" W x 14" D x 32.25" H, weighting approximately 165 lbs. Systems are available for either 110 VAC, 60 Hz, 1Ř, 4.5 A or 220 VAC, 50 Hz, 1Ř, 2.5A operation. Specify required plug type at time of order.
The MIB-50 incorporates many of the features found in the MIB-100™ but in a smaller package. The unique Phoenix Imaging Power Supplies (two of them) are mounted in the upper section of the main enclosure. The high frequency power supplies operate at 50 KHz and have active-loop feedback control to maintain precise luminous flux. The power supplies insure balanced lamp output over the entire range of control. There is a potentiometer mounted on the front of the enclosure that allows precision adjustment of the lighting level. In conjunction with the novel lamp separation adjustment the light intensity of the system can be adjusted between 200 and 700 foot-candles (2000 - 7500 Lux) in the inspection volume. Higher lamp output is available but the uniformity in the inspection volume will not be ±5% from the center point. Figure 2 above illustrates the lighting path in the MIB-50™. In addition to the electronic light intensity adjustment the MIB-50 also allows the lamps to be positioned either closer of further from the centerline of the inspection zone. Move the lamps closer to the centerline and the intensity increases, and vice versa.
The MIB-50™ uses a PLC interfaced to a touch screen display for control of many of the units functions, such as timers for inspector pacing, monitoring the stability of the power supplies, interface to audible and visual alarms and connection to footswitch. Several operational modes can be selected from the operator interface including Indexed Inspections (user input after each step of inspection process), Continuous Inspection (user input after a complete inspection cycle), Data Collection Mode (tally inspection results or not), White / Black Inspection or Monochrome Inspection (18% Graycard or White Background Only), and many others. There are timers for each step of the inspection cycle that the supervisor is allow change, this is very important for consistent inspection results.
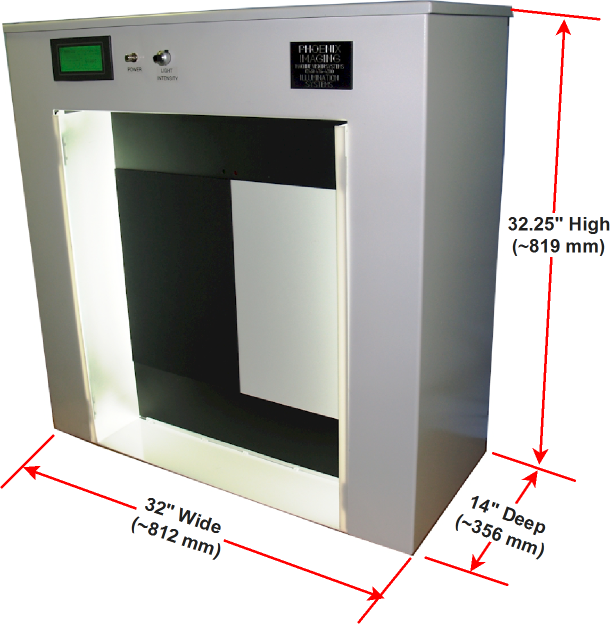
MIB-50™ shown without stainless steel adjustable armrest.
To Download the current brochure in PDF format click on the link below.